长沙机器人激光淬火设备厂家

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
长沙机器人激光淬火设备厂家
由于激光加热速度快,热影响区小,又是表面扫描加热淬火,即瞬间局部加热淬火,所以被处理的模具变形很小。
激光淬火是利用激光将材料表面加热到相变点以上,随着材料自身冷却,奥氏体转变为马氏体,从而使材料表面硬化的淬火技术。
激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质,是清洁、快速的淬火工艺。与感应淬火、火焰淬火、渗碳淬火工艺相比,激光淬火淬硬层均匀,硬度高(一般比感应淬火高1-3HRC),工件变形小,加热层深度和加热轨迹容易控制,易于实现自动化,不需要像感应淬火那样根据不同的零件尺寸设计相应的感应线圈,对大型零件的加工也无须受到渗碳淬火等化学热处理时炉膛尺寸的限制,因此在很多工业领域中正逐步取代感应淬火和化学热处理等传统工艺。尤其重要的是激光淬火前后工件的变形几乎可以忽略,因此特别适合高精度要求的零件表面处理。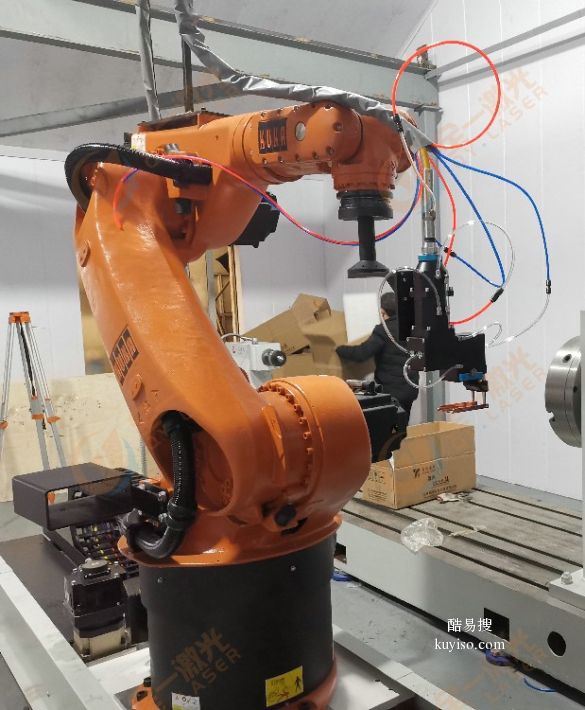
激光熔凝淬火技术 [1] 是利用激光束将基材表面加热到熔化温度以上,由于基材内部导热冷却而使熔化层表面快速冷却并凝固结晶的工艺过程。获得的熔凝淬火组织非常致密,沿深度方向的组织依次为熔化-凝固层、相变硬化层、热影响区和基材。激光熔凝层比激光淬火层的硬化深度更深、硬度要高,耐磨性也更好。该技术的不足之处在于工件表面的粗糙度受到一定程度的破坏,一般需要后续机械加工才能恢复。为了降低激光熔凝处理后零件表面的粗糙度,减少后续加工量,华中科技大学配制了专门的激光熔凝淬火涂料,可以大幅度降低熔凝层的表面粗糙度。进行激光熔凝处理的冶金行业各种材料的轧辊、导卫等工件,其表面粗糙度已经接近激光淬火的水平。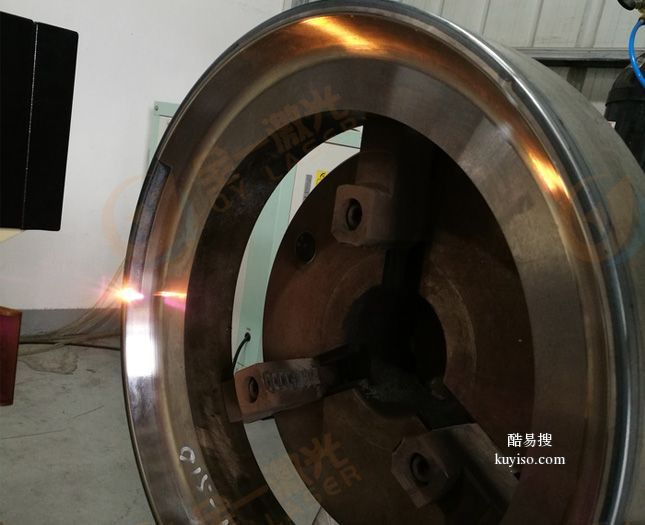
激光淬火现已成功地应用到冶金行业、机械行业、石油化工行业中易损件的表面强化,特别是在提高轧辊、导卫、齿轮、剪刃等易损件的使用寿命方面,效果显著,取得了很大的经济效益与社会效益。近年来在模具、齿轮等零部件表面强化方面也得到越来越广泛的应用。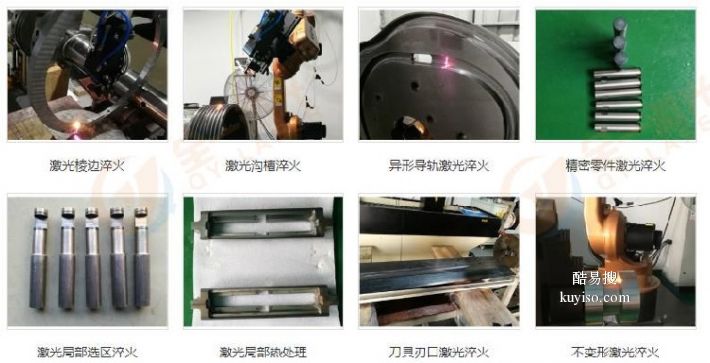
齿轮是机械制造行业中应用广泛的零件.为了提高齿轮的承载能力,需对齿轮进行表面硬化处理.而传统的齿轮硬化处理工艺,如渗碳、氮化等表面化学处理和感应表面淬火、火焰表面淬火等存在两个主要问题:即热处理后变形较大和不易获得沿齿廓均匀分布的硬化层,从而影响齿轮的使用寿命.
激光淬火的特点
1.淬火零件不变形、激光淬火的热循环过程快。
2.几乎不破坏表面粗糙度 采用防氧化保护薄涂层。
3.激光淬火不开裂、精确定量的数控淬火。
4.对局部、沟、槽淬火定位精确的数控淬火。
5.激光 淬火清洁、高效、不需要水或油等冷却介质。
6.淬火硬度比常规方法高 、淬火层组织细密、强韧性好。
7. 激光淬火是快速加热、自激冷却,不需要炉膛保温和冷却液淬火,是一种无污染绿色环保热处理工艺,可以很容易实行对大型模具表面进行均匀淬火。
8. 由于激光加热速度快,热影响区小,又是表面扫描加热淬火,即瞬间局部加热淬火,所以被处理的模具变形很小。
9. 由于激光束发散角很小,具有很好的指向性,能够通过导光系统对模具表面进行精确的局部淬火。
10. 激光表面淬火的硬化层深度一般为0.3~1.5mm。
机床
激光加工机床的加工的基本尺寸范围为:长 5.5 米,直径 Φ 2.6 米。特殊工件,可加工的尺寸范围更大。本激光加工机床为双悬臂加工系统,可进行多工位的激光加工。
机器人
机器人可选国外和国产六轴机器人,可实现异形曲面和多角度加工。
采用激光淬火工艺,对经过切削加工好的构件进行淬硬时产生的局部淬火变形是很小的,由此可使后续加工减少到最低程度或者完全免去这种加工,从而使模具在淬硬后可立即投入生产应用。激光束淬火设备可以扩展为激光粉末堆焊和激光焊丝堆焊。
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com互联网药品信息服务资格证